Calibration
PETG Stringing In OrcaSlicer
For PETG in OrcaSlicer, prove temperature and spool dryness before touching retraction, wipe, or pressure advance. Direct drive usually needs small retraction changes, not Bowden-sized jumps.
Independent third-party notes. Verify firmware, heater, electrical, and vendor-specific work against official documentation for your exact printer.
Quick Readout
For PETG in OrcaSlicer, prove temperature and spool dryness before touching retraction, wipe, or pressure advance. Direct drive usually needs small retraction changes, not Bowden-sized jumps.
PETG / Orca quick path
PETG in OrcaSlicer: prove heat or moisture before retraction.
PETG stringing gets worse when direct-drive retraction, wipe, pressure advance, and drying are all changed in one session. Use the same two-tower STL and make one proof move.
- Print the two-tower STL with the current PETG profile, then repeat 5 C cooler.
- If the hairs are rough, bubbly, or paired with popping, prove drying with the same tower before buying or retuning.
- If clean hairs remain, tune retraction inside 0.4-1.2 mm direct drive or 3-6 mm Bowden; keep wipe and pressure advance unchanged.
Pick what you see
Pick the PETG Stringing In OrcaSlicer branch
Choose the visible evidence or log clue that matches first. The card below keeps the next move to one test and one variable.
Smooth strings stretch across travel moves.
- Likely cause
- Nozzle temperature is too hot for this spool/profile.
- First test
- Print the two-tower test and lower temperature 5 C.
- Change only this
- Change only nozzle temperature.
- Parameter range
- -5 C steps for stringing; +5 C only if bonding weak
- Stop when
- Hairs shrink without weak/dull walls.
- Verify with
- Same two-tower result.
Pick the exact path
Most failed fixes go wrong when they start from the wrong branch.
Use this when the failure appears on PETG or the closest matching setup.
- First test
- Print the two-tower test and lower temperature 5 C.
- Change only this
- Change only nozzle temperature.
- Stop when
- The repeat test clearly improves or points to a different branch.
Use this if the symptom started after a nozzle, spool, plate, slicer, firmware, or maintenance change.
- First test
- Restore the last known-good context or isolate only the recent change with one small repeat test.
- Change only this
- Undo or isolate the recent change; do not retune the whole profile.
- Stop when
- The repeat test clearly improves or points to a different branch.
Use this when the first proof test looks the same after one safe variable change.
- First test
- Repeat the same test once to rule out a bad slice or one-off print.
- Change only this
- Switch branch instead of stacking another setting.
- Stop when
- The repeat test clearly improves or points to a different branch.

Visual diagnosis
Match the visible pattern before changing settings.
Synthetic diagnostic reference or structured visual guide; confirm with the page test before treating it as proof.
- Hairs across tower gaps after travel moves.
- Glossy blobs or nozzle buildup near seams.
- Rough extrusion if the PETG spool is damp.
- Fixing a dirty plate, clogged nozzle, slipping belt, or wet spool with calibration numbers.
- Using benchmark values without a verification print.
- Changing multiple calibration variables in the same run.
- Model geometry step
- Layer split from weak bonding
- Warped corner hit that caused the shift
- Where the defect starts and whether it repeats at the same location.
- Whether the texture is smooth, rough, lifted, thin, blobby, or shifted.
- What changed recently: material, nozzle, plate, firmware, slicer, or printer maintenance.
- The exact slicer value that caused it.
- Whether the spool is dry, the nozzle is worn, or the config is correct.
- That a purchase is needed before the same small test is repeated.
Original visual references
Synthetic examples for fast pattern matching.
These are Print Fixes synthetic diagnostic references, not user-submitted photos. Use them to compare shape and location, then confirm with the test or log evidence on this page.
Before / after
Compare one small test, not a whole print.
Use the same small test before and after the change so the comparison means something.


Download a quick test
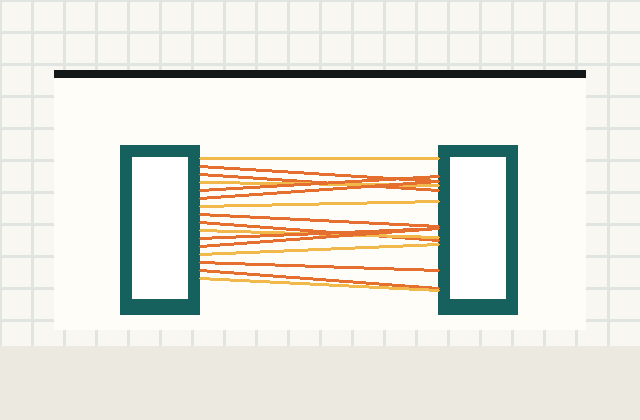
Stringing two-tower test
Use when hairing, ooze, moisture, seam dots, or PETG profile behavior needs separation.
- File
- STL
- Typical time
- 12-18 min
- Material
- Same spool that failed
- Dimensions
- 70 x 25 x 45 mm
- Footprint
- 70 x 25 mm
- Height
- 45 mm
- Layer height
- 0.20 mm unless the page says first-layer only
- Infill
- 10-15%
- Walls
- 2
- Supports
- Off
- Speed
- Use current profile for baseline, then change only the proven variable
- Material and spool
- Nozzle size
- Bed surface
- Every slicer value except the one variable being tested
- Keep travel speed unchanged
- Do not change retraction and temperature together
- Use the same spool before and after
Recommended Checks
0/5 doneVerification
- Strings reduce on the same tower without matte weak walls.
- Retraction changes do not create clicking or under-extrusion after travel.
- A normal PETG part has fewer wisps and stable seams.
Field guide
Follow the branch that matches your print
Smooth strings stretch across travel moves.
- Likely cause
- Nozzle temperature is too hot for this spool/profile.
- First test
- Print the two-tower test and lower temperature 5 C.
- Change only this
- Change only nozzle temperature.
- Verify with
- Same two-tower result.
- Stop when
- Hairs shrink without weak/dull walls.
Strings are rough, bubbly, or paired with popping and haze.
- Likely cause
- Moisture is likely stronger than retraction.
- First test
- Repeat the same test with a known-dry spool or after drying.
- Change only this
- Change only spool drying state.
- Verify with
- Before/after tower photos.
- Stop when
- Surface smooths and hairs reduce with settings unchanged.
Temperature helped but clean hairs still remain.
- Likely cause
- Retraction distance/speed does not match Bowden/direct-drive path.
- First test
- Use direct-drive 0.4-1.2 mm or Bowden 3-6 mm as starting range.
- Change only this
- Change only retraction distance in small steps.
- Verify with
- Same tower plus extrusion after travel.
- Stop when
- Hairs improve without grinding or gaps.
Marks appear as dots or bumps at starts/stops rather than travel hairs.
- Likely cause
- Seam placement, restart, pressure advance, or wipe behavior.
- First test
- Force seam to one corner and print the seam tower.
- Change only this
- Change only seam placement first.
- Verify with
- Seam tower defect location.
- Stop when
- The defect follows or leaves the seam.
Only one material, color, or brand strings badly.
- Likely cause
- Material temperature, moisture, or cooling differs from the copied profile.
- First test
- Run the same two-tower test on that material profile.
- Change only this
- Change only the material-specific value.
- Verify with
- Material-specific tower comparison.
- Stop when
- The fix stays in that material profile only.
Concrete Parameter Range
| Setting | Start | Range | Change when | Stop when | Too far looks like |
|---|---|---|---|---|---|
| Nozzle temperature | Current material profile | -5 C steps for stringing; +5 C only if bonding weak | Smooth hairs or rough ooze appear | Hairs reduce and walls stay strong | Dull surface, weak layers, or under-extrusion |
| Direct-drive retraction | Known-good profile | 0.4-1.2 mm, 0.1-0.2 mm steps | Temperature/drying helped but hairs remain | Hairs reduce without grinding | Gaps after travel or filament grinding |
| Bowden retraction | Known-good profile | 3-6 mm, 0.2-0.5 mm steps | Bowden travel ooze remains after heat check | Hairs reduce without delayed extrusion | Clogs, heat creep, or gaps after travel |
| Travel speed | Current profile | 120-250 mm/s if printer can move reliably | Clean hairs remain after heat/retraction proof | Hairs reduce without layer shift | Skipped steps or ringing/motion faults |
Material / Machine Differences
Wrong Turns
Stop tuning when
Do not keep chasing perfection after the signal is clear.
- The same small test improves after one documented change.
- The symptom turns into a different failure family; switch branches instead of stacking edits.
- A safety, heater, wiring, or firmware warning appears; stop printing and use the safe diagnostic path.
Common setups
Jump to the branch that matches your machine or material
Copy before changing more settings
PETG Stringing In OrcaSlicer diagnostic brief
Fill this out after the first test so the next branch is based on evidence, not memory. The useful case is the one where only one variable changed.
Page: PETG Stringing In OrcaSlicer
Printer:
Slicer:
Firmware:
Material / brand / color:
Nozzle size / material:
Bed surface:
Exact symptom or error text:
Recent change:
First test run:
One variable changed:
Result:
Next branch:Still not matching?
Jump to the next likely diagnosis
Problem Pattern
PETG strings across travel moves while the rest of the part may look acceptable. The trap is changing retraction, wipe, pressure advance, and flow all at once.
Likely Causes
- PETG is printed too hot for the spool.
- Spool moisture is causing extra ooze and rough wisps.
- Retraction was copied from another extruder type.
- Pressure advance or flow changes are masking the real temperature problem.
Print Context
- Applies to
- PETG, OrcaSlicer, direct drive and Bowden printers
- Best first move
- Run one PETG temperature step on the same tower.
- Do not start with
- Pressure advance or retraction before temperature and moisture.
After the test
Use the result, do not keep changing random settings.
If one check clearly changes the print, repeat that exact test once before moving on. If nothing changes, switch diagnosis instead of stacking more slicer edits.
Only after the evidence points here
Parts and supplies for the proven branch
Filament dryer or dry box
Print the same small stringing or surface test before and after a controlled dry cycle, without changing slicer values.
- Buy signal
- Popping, steam marks, rough surface, weak layers, or fine hairing improves on the same spool after drying.
- Skip if
- The spool prints clean after a simple temperature step or seam move.
- Save evidence
- Before/after photo, material, drying temperature/time, room humidity if known, and unchanged slicer settings.
Drying is a purchase only when moisture signs survive one controlled slicer change.
- Adjustable temperature
- Fan circulation
- Spool clearance for the material you use
- Print-while-drying path if TPU/PETG stays loaded
- Passive storage box for a spool that is already wet
- A dryer purchase when a 5 C temperature step fixed the stringing
Nozzle and cleaning kit
Run a hot extrusion or cold-pull check, then print a small flow wall with the same filament and temperature.
- Buy signal
- Extrusion curls, skips, or stays inconsistent after cleaning, or a brass nozzle has seen abrasive filament.
- Skip if
- The problem is only first-layer Z, bed mesh, or wet filament.
- Save evidence
- Free-air extrusion photo, cold-pull result, nozzle size/material, filament type, and whether flow changed after cleaning.
Replace the nozzle only after the extrusion path test makes the blockage or wear visible.
- Correct nozzle thread and length
- Brass for normal PLA/PETG
- Hardened steel or similar only for abrasive filaments
- Cleaning needles sized for the nozzle
- Hardened nozzles as a first-layer fix
- Random nozzle packs that do not match the hotend
Print Fixes may earn from qualifying purchases when commerce links are configured. Diagnostic steps stay independent: buy only when the failure evidence points to the part.
Warnings
- Do not tune PETG retraction from a PLA profile.
- Too much cooling or too low temperature can weaken PETG.
- Wet PETG can make a correct OrcaSlicer profile look broken.
- Changing Retraction calibration with a measurable test instead of trial and error.
- You are saving calibration values by filament, nozzle, and printer.
- Fixing a dirty plate, clogged nozzle, slipping belt, or wet spool with calibration numbers.
- Using benchmark values without a verification print.
More traps to avoid
- Changing several slicer settings at once and losing the actual cause.
- Ignoring filament condition or bed cleanliness while tuning advanced values.
- Keeping one global profile for different materials, brands, colors, and nozzle sizes.
Bench Note
Page: Retraction Calibration
Printer / firmware:
Slicer profile:
Filament brand and material:
Nozzle size:
Bed surface:
Recent changes:
Result to compare next:FAQ
When should I run Retraction calibration?
Run it after the printer is mechanically sound and the filament is in reasonable condition, otherwise calibration hides another problem.
How many settings should I change at once?
One. Save the old profile, change one value, and verify on the same test so the result means something.
Where should I record the value?
Store it with printer, filament brand/color, nozzle size, build plate, slicer version, and date.